中文简体
中文简体 русский
русский Español
Español عربى
عربى Português
Português 日本語
日本語 한국어
한국어


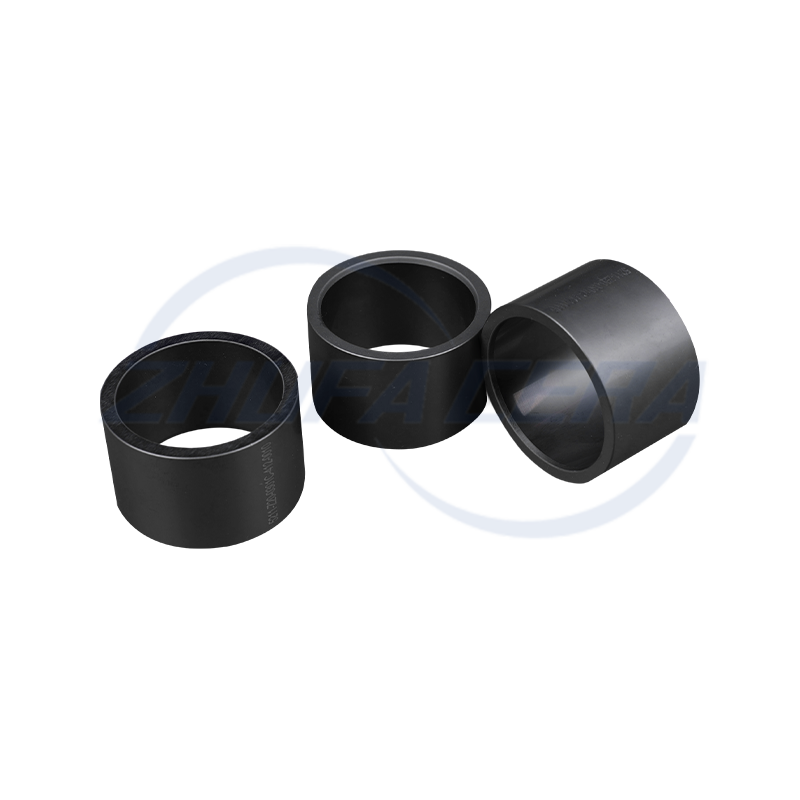
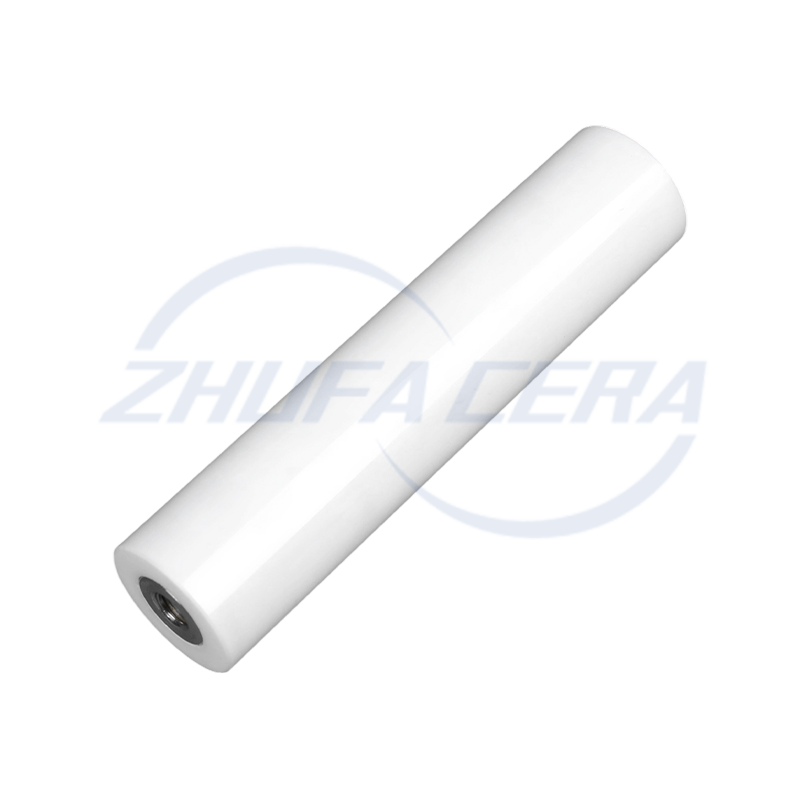
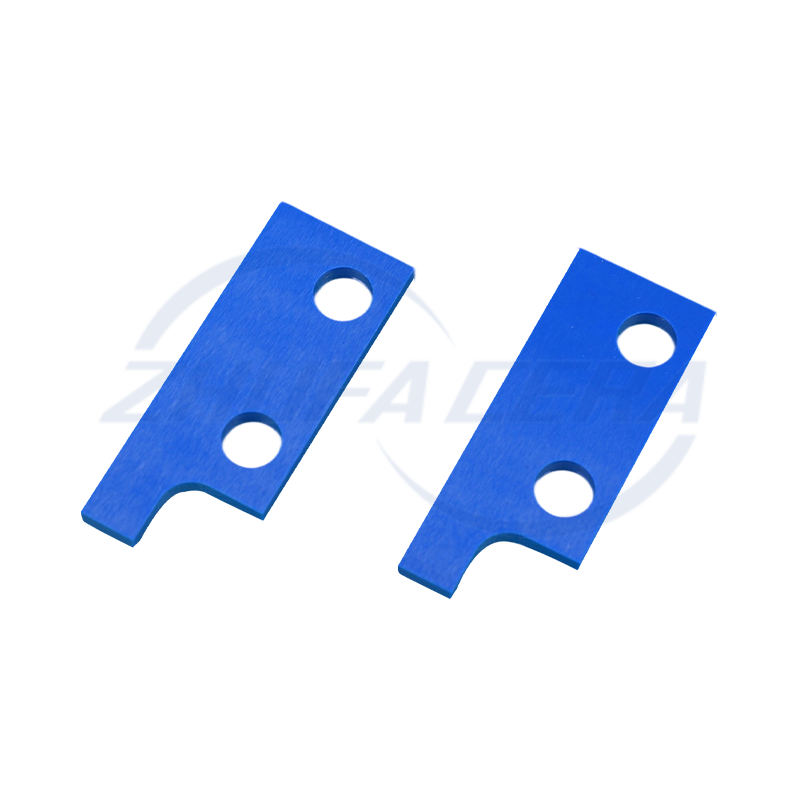
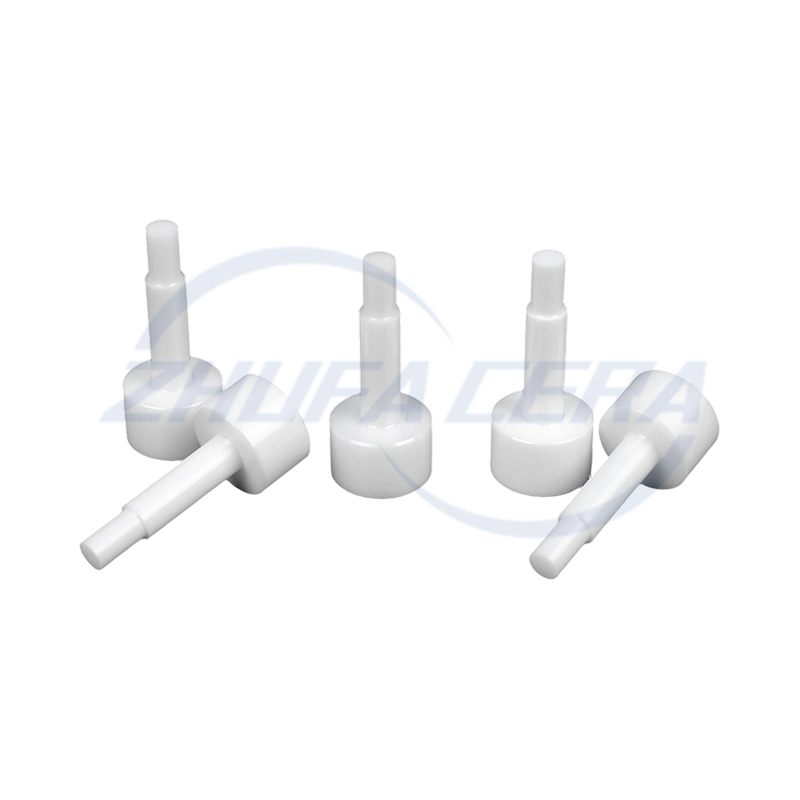
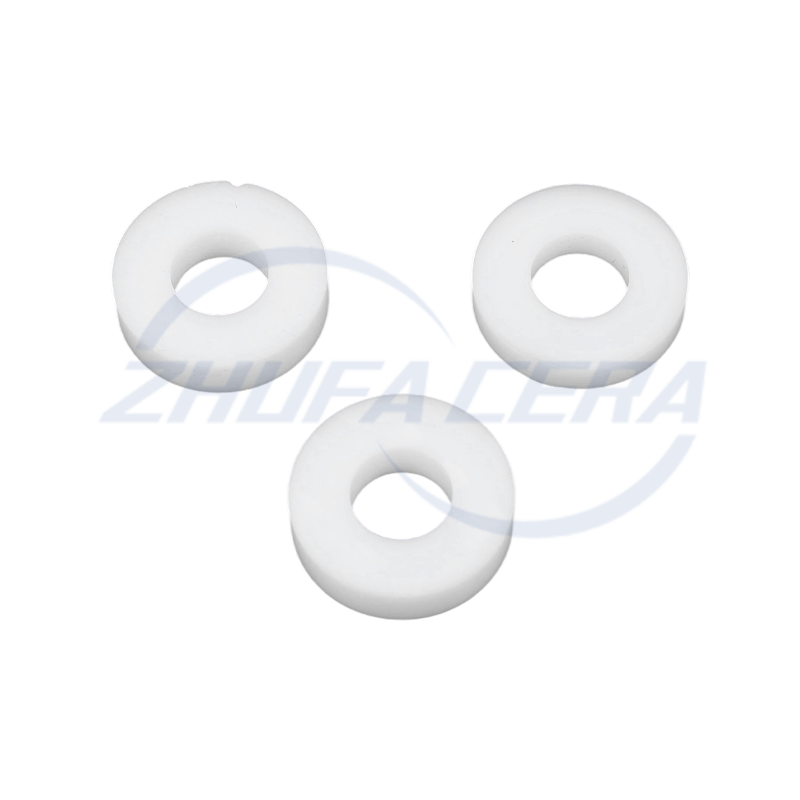
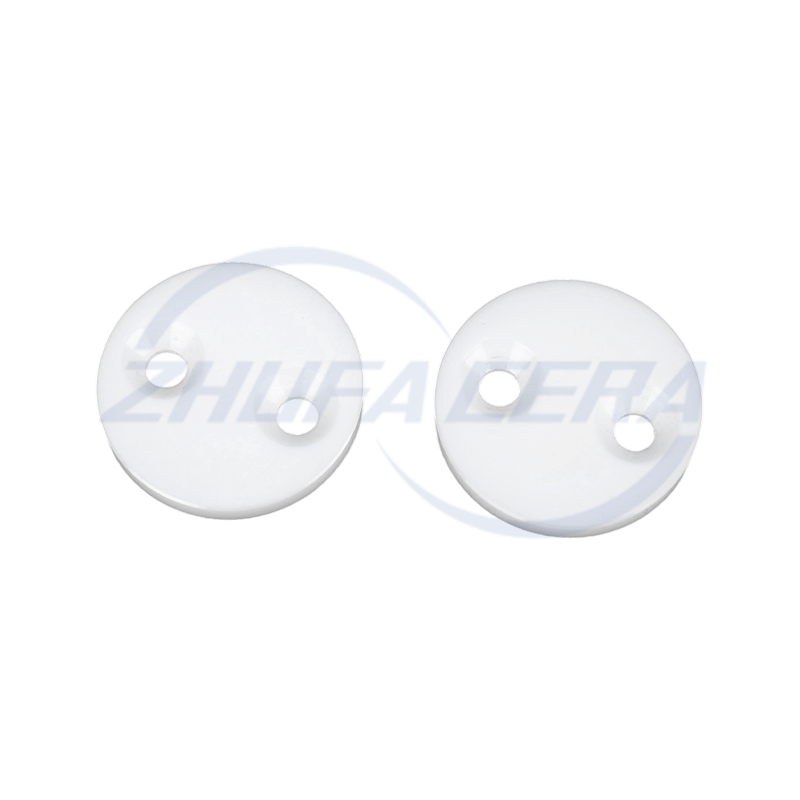
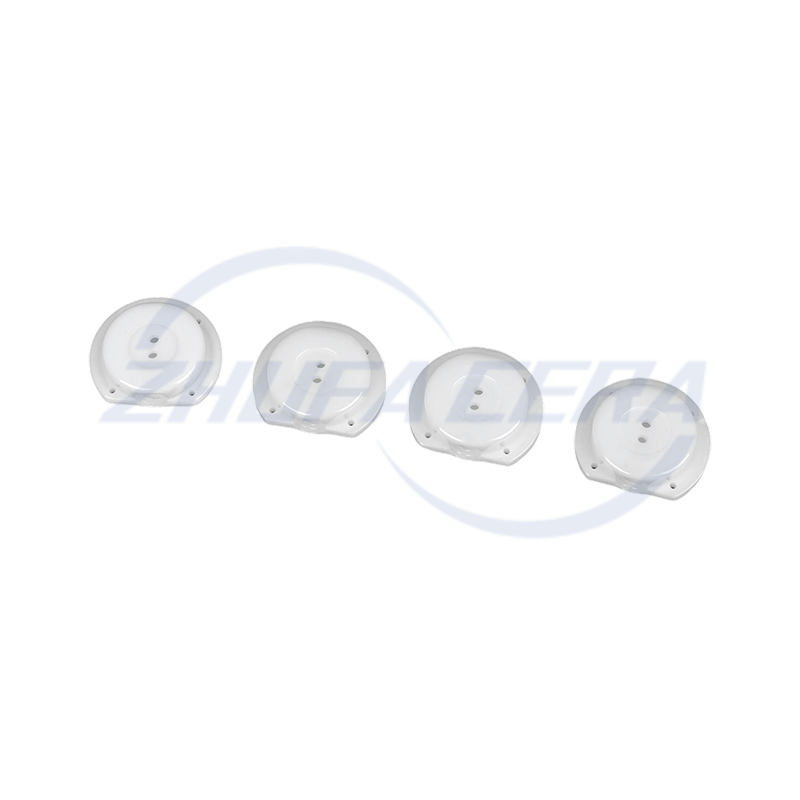
Alumina Ceramic Ring is a high-performance ceramic component fabricated from alumina (Al₂O₃) as the primary raw material, characterized by its exceptional mechanical, thermal, and chemical properties. This product exhibits high hardness (Mohs hardness up to 9), excellent wear resistance, and superior dimensional stability, making it capable of maintaining precise geometric accuracy under long-term service conditions. Its outstanding thermal stability allows it to operate in environments up to 1600°C without deformation or degradation, while its low thermal expansion coefficient ensures minimal dimensional change across a wide temperature range. Additionally, the product demonstrates excellent electrical insulation performance, high corrosion resistance to acids, alkalis, and organic solvents, and low porosity, which collectively enable it to withstand harsh operating conditions.
As a critical functional component, Alumina Ceramic Ring is widely applied in industries requiring high reliability and durability. In mechanical engineering, it serves as a sealing element in pumps, compressors, and hydraulic systems, effectively preventing fluid leakage under high pressure and high-speed rotation. In the electronics sector, it functions as an insulating substrate or support structure in high-voltage and high-frequency devices due to its superior dielectric properties. In chemical and petrochemical industries, it is utilized as a corrosion-resistant component in reactors, valves, and pipelines, ensuring long-term stability in aggressive media. Furthermore, its high-temperature resistance and wear resistance make it an ideal choice for aerospace thermal protection systems, medical device precision assemblies, and advanced manufacturing equipment, meeting the stringent demands of modern industrial applications.